Silicone tubing has become indispensable in the power industry, where its unique properties ensure reliability under the most demanding conditions. This versatile material is renowned for its ability to withstand long-term exposure to high temperatures and challenging environments, making it an essential component in power generation and distribution applications.
Within the power industry, silicone tubing is employed for its excellent insulation properties, durability, and resistance to weathering. It serves a critical role in protecting sensitive wiring and components, ensuring that power systems operate efficiently and safely over an extended service life. In this post, we’ll explore the main features and uses of industrial silicone tubing.
What Is Silicone Tubing?
Silicone tubing is a flexible tube frequently used across a variety of industries. Its ability to maintain structural integrity under thermal stress makes it a preferred choice for applications requiring temperature resilience. Silicone tubes come in many forms, including food grade silicone tubing that meets strict regulatory standards.
Specifically designed for the food production sector, food grade silicone tubing is made from grade material that is non-toxic and safe for use with consumables. As a component of food-grade silicone systems, it helps to ensure that products are processed and handled in compliance with health regulations, maintaining the hygiene and quality of food products.

Features of Industrial Silicone Tubing
The power industry heavily relies on silicone tubing for its superior performance in critical applications. This type of tubing is designed to meet the rigorous demands of industrial settings, offering a combination of strength, thermal stability, and durability that is unmatched by other materials.
Its inherent elasticity and chemical resistance contribute to its widespread use. In the power industry, it’s often utilized to protect electrical components from harsh chemicals and temperature extremes, maintaining the integrity of the system in a variety of challenging conditions. The following are the main features of industrial silicone tubing:
Elasticity
Silicone tubing is renowned for its elasticity, a feature that allows it to stretch and flex without losing its original shape. This elasticity is crucial in applications where tubing may need to expand or contract in response to pressure changes or environmental factors.
The ability to return to its original dimensions after being manipulated makes silicone tubing an ideal choice for industrial uses where reliability and durability are paramount. Its elastic nature contributes to a longer lifespan, reducing the need for frequent replacements and maintenance.
Chemical Resistance
Industrial silicone tubing is highly resistant to a wide array of chemicals, including acids, alkalis, and solvents. This resistance is a key property that makes it suitable for transporting hazardous substances without degrading or leaching harmful contaminants into the environment or product.
The chemical inertness of silicone tubing ensures that it does not react with or affect the composition of the substances it carries. This feature is especially important in industries where purity and contamination control are critical, such as in pharmaceutical and chemical processing.
Flexibility
Silicone tubing’s flexibility is a significant advantage, as it does not crack under varying temperatures or harden over time. This flexibility ensures that it can be used in a wide range of applications without the risk of failure due to environmental stressors.
Being ideal for use in extreme environments, silicone tubing can bend and twist in applications where rigid materials would fail. Its adaptability to tight spaces and complex configurations makes it an asset in any industrial setting.
FDA Compliance
FDA compliance is a critical aspect for any material used in the pharmaceutical and food industries. Silicone tubing meets these stringent standards, ensuring that it can safely come into contact with consumable products without causing contamination or posing a health risk.
Due to its compliance with FDA regulations, silicone tubing is also utilized in applications where hygiene and safety are of utmost importance. Its non-toxic and non-reactive nature makes it an ideal choice for transporting sensitive materials in these industries.
Heat Tolerance
One of the most remarkable features of industrial silicone tubing is its heat tolerance. Capable of withstanding extreme temperatures without degrading, silicone tubing maintains its physical properties even when exposed to high heat levels.
This ability to operate effectively at elevated temperatures is essential in applications such as engine compartments or industrial ovens, where materials must endure intense heat regularly.
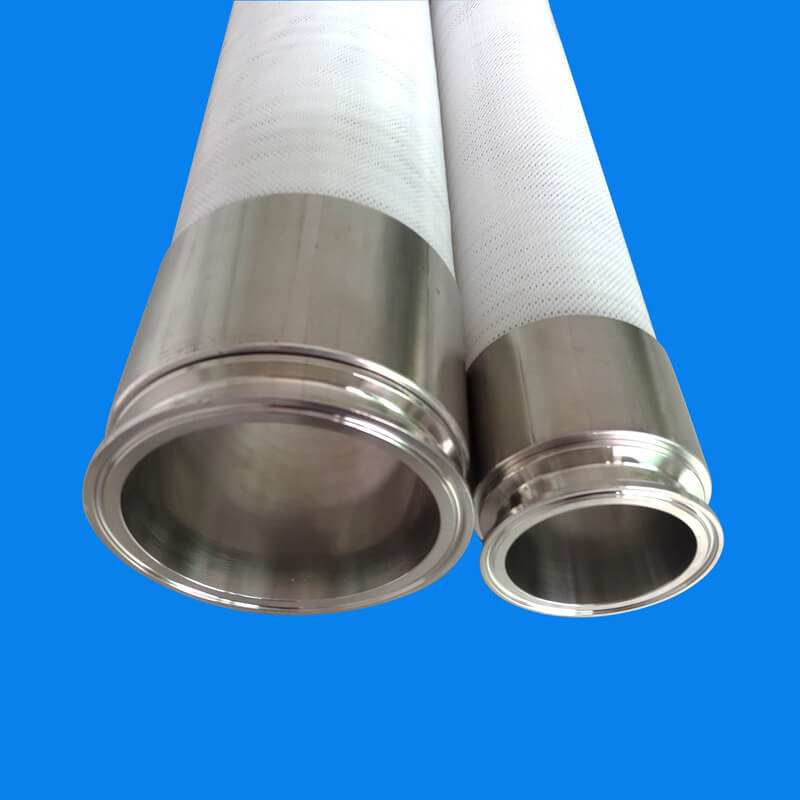
Pressure Ratings
Industrial silicone tubing is rated for various pressure levels, accommodating a wide range of applications that require the transfer of liquids or gases under pressure. This versatility ensures that silicone tubing can be selected to match the specific needs of a system, whether it involves high-pressure hydraulics or gentle fluid transfer.
The robust nature of silicone tubing, combined with its ability to resist bursting under pressure, makes it a reliable option for critical applications where failure could result in significant downtime or safety hazards.
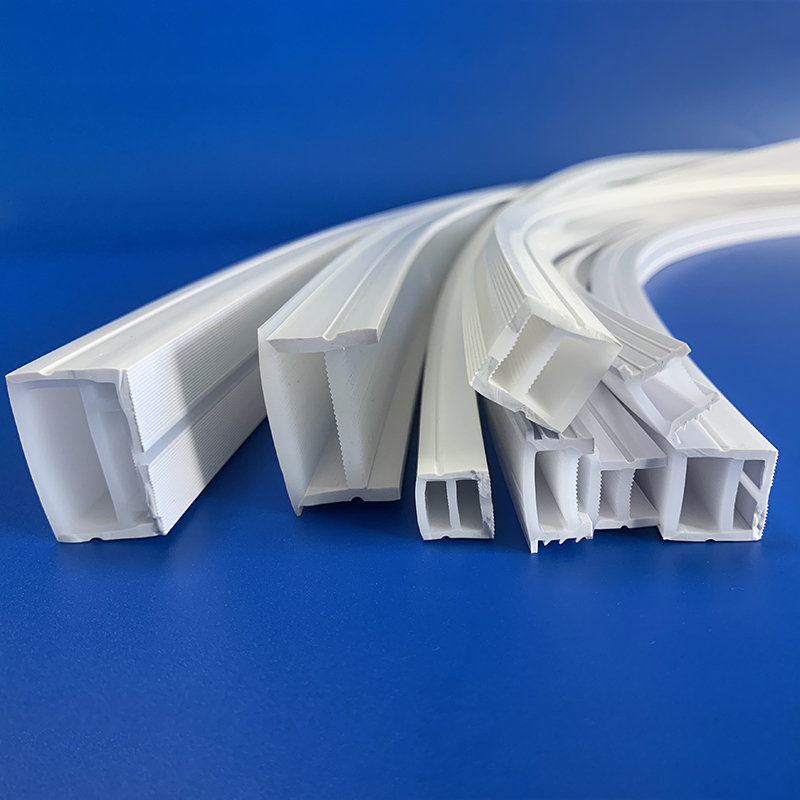
Size Options
Silicone tubing comes in an array of size options, catering to different applications that require precise inner diameters and wall thicknesses. From ultra-thin walls and flexibility for tasks like electrical sleeving to larger diameters for fluid transport, silicone tubing is adaptable to the specific requirements of various industries.
The availability of custom silicone tubing allows manufacturers to tailor products to their exact specifications, ensuring optimal performance and compatibility with existing systems. This customization is particularly beneficial in the pharmaceutical and food industries, where precision is key.

Industrial Silicone Tubing Uses
With the benefits listed, it’s no wonder that silicone tubing is manufactured for a multitude of industrial applications. Its resistance to extreme temperature variations and its ability to remain flexible and resistant to extreme conditions make it a go-to material for demanding scenarios. The following are the best uses/applications of industrial silicone tubing:
HVAC Systems
In the realm of heating, ventilation, and air conditioning (HVAC) systems, silicone tubing plays a crucial role. Its resilience to temperature extremes allows it to function seamlessly in heating and cooling applications, maintaining the integrity of the system while optimizing energy efficiency.
This tubing is used for insulation, sealing, and fluid transport within HVAC systems, proving to be a durable and reliable material that withstands the rigors of constant thermal cycling and environmental exposure.
Automotive Applications
The automotive industry relies on silicone tubing for a variety of applications, from coolant lines to turbocharger hoses. Silicone’s resistance to heat and its ability to maintain structural integrity under the hood of a vehicle make it a preferred choice for automakers and mechanics alike.
With the ability to endure the harsh conditions of engine compartments, silicone tubing helps to extend the life of automotive systems and reduce the need for frequent maintenance, thereby ensuring the reliability and performance of vehicles on the road.
Hydraulic Systems
Silicone tubing is essential in hydraulic systems where high-pressure fluids must be conveyed with precision and reliability. Its ability to withstand pressure fluctuations and maintain a tight seal contributes to the overall efficiency and safety of these systems.
Whether used in industrial machinery or in aerospace applications, the robust construction of silicone tubing ensures that it performs consistently, even under the stress of high-pressure hydraulic operations.
Chemical and Petrochemical Industries
The chemical and petrochemical industries require materials that are highly resistant to corrosive substances, and silicone tubing meets this demand with its exceptional chemical resistance. This resistance allows for the safe transfer of chemicals without the risk of degradation or contamination.
Furthermore, silicone tubing’s durability and non-reactivity make it a reliable choice for applications where any compromise in integrity could lead to hazardous situations or costly downtime in processing plants.
Robotics
In the field of robotics, industrial silicone tubing plays a crucial role due to its robustness and adaptability. The elasticity of silicone tubing allows for smooth movement and flexibility within robotic components, which is essential for the precision and accuracy required in automation and manufacturing processes. Robots often operate in extreme environments, and the durability of silicone tubing helps protect sensitive wiring and pneumatic systems from harsh conditions.
Furthermore, the heat tolerance of silicone tubing ensures that it can withstand the high-temperature variations often encountered in robotic applications. This resilience contributes to the longevity of robots, reducing downtime and maintenance costs. Silicone tubing’s non-reactive nature also means that it won’t degrade or contaminate the robot’s sensitive systems, ensuring consistent performance and reliability.
Laboratory and Scientific Research
Industrial silicone tubing is indispensable in laboratories and scientific research due to its chemical resistance and purity. It is commonly used to transfer sensitive fluids, gasses, and other materials without risk of contamination. This is particularly important in experiments where the integrity of the samples must be preserved. The tubing’s non-porous surface prevents bacterial growth, ensuring that the experimental conditions remain sterile and unadulterated.
Moreover, silicone tubing’s flexibility allows for easy installation in complex laboratory equipment, such as chromatography apparatus and peristaltic pumps. Its FDA compliance signals that it meets rigorous health and safety standards, making it a preferred choice for applications that demand high levels of cleanliness and non-toxicity. These features make silicone tubing an essential component in advancing scientific knowledge through research.
Electronics and Electrical Equipment
Silicone tubing is a critical component in safeguarding electrical components in automotive and other electronic equipment. Its insulative properties prevent electrical interference and protect wiring from extreme temperature fluctuations, which is vital for maintaining the performance and safety of electronic systems. In the automotive industry, for instance, silicone tubing is used to insulate and route electrical wiring throughout vehicles, contributing to their reliable operation and longevity.
The tubing’s durability also means it can endure the vibrations and mechanical stresses common in electrical applications. This resilience helps prevent abrasions and tears that could expose wires or lead to electrical shorts. As a result, silicone tubing is an essential feature in the design and maintenance of various electronic and electrical systems, ensuring their efficient and uninterrupted function.
Medical Equipment
Industrial silicone tubing is a key component in medical equipment, particularly in devices like peristaltic pumps, which rely on grade silicone rubber for its biocompatibility and chemical resistant properties. These pumps are used to deliver precise volumes of fluids in applications ranging from dialysis to intravenous therapy, and the inertness of silicone prevents any reactions that could compromise patient safety.
Additionally, the high-performance standards of medical-grade silicone rubber ensure that it can be sterilized and reused without degrading, which is critical in a healthcare setting where hygiene and cost-efficiency are paramount. The tubing’s flexibility and resilience to repeated compression in peristaltic pumps make it an invaluable material in the development and operation of life-sustaining medical devices and treatments.
Wrap-Up!
As we have explored, industrial silicone tubing serves a multitude of functions across various sectors. Ranging from applications in the aerospace industry, where the demand for climate control and aerospace applications relies on the unique properties of silicone, to the food industry applications where FDA compliance, smooth inner and outer surfaces, and heat tolerance are paramount. Silicone tubing is highly regarded for use in analytical instrumentation industries, where a sterile surface is essential. Moreover, its flexibility and chemical resistance make it ideal for applications where a more rigid rubber material would fail.